












扫一扫,关注我们
微信公众号:beijinglanxinte
技术支持:售前咨询 售后服务
三代五轴加工中心(全联动)
LXT-V5-630B
重点解决第六面加工异型夹持瓶颈
一、概述:
LXT-V5-630B三代五轴加工中心,是蓝新特科技股份公司自主研制的自带夹具功能的高档数控机床,充分解决了五轴加工中心第六面加工的零件夹持瓶颈问题。机床主机采用稳定的C型结构,标配电主轴、直驱数控转台和ATC刀库,可实现复杂零件的高速、高精、高效加工,广泛应用于汽车、电子、变速箱、发动机、模具、机器人、医疗器械等产品的的柔性高效加工。夹具功能配备了工艺先进的万能夹具包,瞬间夹持非标零部件,节约90%的夹具准备时间,节约90%夹具制造费用,大幅度提高机床的使用效率。
二、功能及特点说明
1. 机床总体布局
LXT-V5-630B五轴加工中心采用稳定的C型结构,立柱固定在床身上,滑板沿立柱横向移动(X向)、滑座沿滑板纵向移动(Y向)、主轴箱沿滑座垂向移动(Z向)。工作台采用自主研发的直驱单臂摇篮式结构,各项性能指标达到国际先进水平。
机床结构布局图:


三、主要规格及技术参数
项目 | 规格参数 | 单位 | |||
工作台 | 工作台尺寸 | φ630 | mm | ||
允许最大水平荷重 | 500 | kg | |||
允许最大垂直荷重 | 300 | ||||
孔距尺寸 | 20*20 | mm | |||
加工 范围 | X轴 | 600 | mm | ||
Y轴 | 450 | mm | |||
Z轴 | 400 | mm | |||
B轴 | -35~+110 | ° | |||
C轴 | 360 | ° | |||
主轴端面至 工作台面距离 | 最大 | 550 | mm | ||
最小 | 150 | mm | |||
主轴 | 锥孔(7:24) | BT40 | |||
额定转速 | 1800 | r/min | |||
最高转速 | 12000 | ||||
输出扭矩S1/S6 | 69/98 | N.m | |||
主轴电机功率S1/S6 | 13/18.5 | kW | |||
坐标轴 | 快速移动 | X轴 | 36 | m/min | |
Y轴 | 36 | ||||
Z轴 | 36 | ||||
转台最高转速 | B轴 | 80 | rpm | ||
C轴 | 80 | rpm | |||
X/Y/Z轴 电机功率 | 2.2/2.2/2.2 | kW | |||
B/C 轴 电机功率 | 13.3 / 3.7 | kW | |||
B轴 | 额定扭矩 | 2540 | N.m | ||
C轴 | 额定扭矩 | 700 | N.m | ||
最大进给速度 | X/Y/Z | 36 | m/min | ||
B/C | 80 | rpm | |||
刀库 | 刀库形式 | 圆盘式 | |||
选刀方式 | 双向就近选刀 | ||||
刀库容量 | 24 | T | |||
最大刀具长度 | 300 | mm | |||
最大刀具重量 | 8 | kg | |||
最大刀盘 直径 | 满刀 | φ80 | mm | ||
相邻空刀 | φ120 | mm | |||
定位 精度 | 执行标准 | GB/T20957.4(ISO10791-4) | |||
X轴/ Y轴/Z轴 | 0.008/0.008/0.008 | mm | |||
B轴/ C轴 | 8″/8″ | ||||
重复 定位 精度 | X轴/ Y轴/Z轴 | 0.006/0.006/0.006 | mm | ||
B轴/ C轴 | 5″/5″ | ||||
机床重量 | 6500 | kg | |||
电气总容量 | 45 | KVA | |||
机床轮廓尺寸 | 2255×6580×3000 | mm | |||
四、夹具包附件:
|
|
|
|
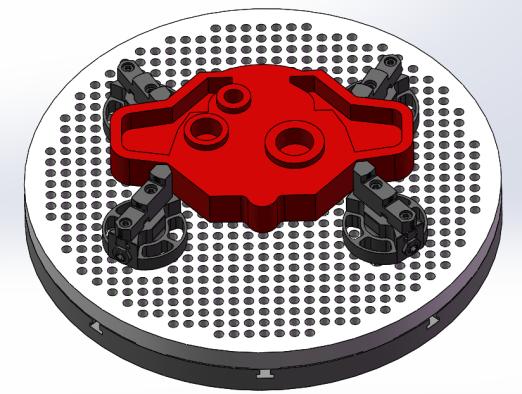
孔销定位模块:该模块由支撑、可调支撑、压板组成。使用时,将可调支撑X、Y方向摆放。用螺栓紧固支撑基体,旋转丝杠,精密调整,然后锁住备母;十几分钟一个流程,瞬间完成任意尺寸孔销定位零件的夹持。 | 外圆定位模块:该模块由分体V型和分体三爪、压板组成,使用时,通过分体V型的搭配组合,完成对不同规格的圆形、棒形零件的定位夹持。 | 异型夹持模块:该模块由分体三爪元件组成,使用时,根据零件大小.调整分体三爪前后、左右位置并用螺栓紧固。再旋紧三爪丝杠,锁紧备母;瞬间完成各种各样异形零件的夹持。 | 薄壁夹持模块:该模块由分体三爪和专用定位块组成。使用时,专用定位块对薄壁零件做内侧支撑,用分体三爪做外侧固定,旋紧丝杠,锁住备母,即可完成对薄壁零件的夹持. |
|
|
|
|
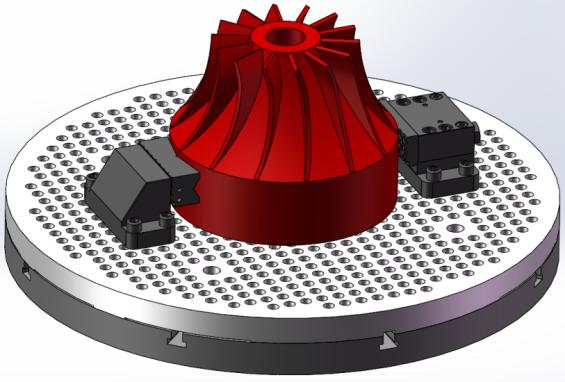
悬空夹持模块:该模块由三维夹紧体组成。使用时,将夹持元件上下机构,根据要求,定位锁紧、前后、左右方向随机调整完毕,用螺栓固定,再旋紧顶丝锁紧备母,即可完成悬空零件的定位夹持。 | 边定位模块:该模块由定位销、压板组成,使用时,根据零件大小,定位销星L型安装在机床台面上,干活时. 将零件前一推、侧-拉、压板--压,瞬间完成重复定位精度干分之三的零件夹持。 | 扭曲夹持模块:该模块由多维浮动支撑和其它夹持元件组成。使用时,多维度浮动支撑做前后、左右、上下、角度360度随机调整,配合其它夹持元件,完成扭曲零件的定位夹持。 | 平口钳模块:该模块由分体平口钳和多功能钳口组成,使用时,根据工件大小,选择钳口功能,调整钳体位置,旋紧丝 杠,锁住备母,完成对方的、圆的、薄板的,棒型、弧型、角度型,超大的、双面悬空的零件夹持。 |
|
|
平口钳夹持:叶轮工件加工 | 异形件夹持:上表面为弧形、外形为异形件加工 |
五、安装、调试、验收及培训、售后服务
1. 安装、调试
1)甲方需预制高强度混凝土地基,基础厚度不低于600mm。
2)甲方需预先安装好三相380V,50Hz电源并建议附稳压电源。
3)设备到厂后,甲乙双方代表共同开箱检验。
4)设备开箱验收后,甲方先进行机床就位、水平粗调整等工作,后续安装精调,甲方需提前7天通知乙方。
2. 验收
1)在安装验收工作之前,由甲方按安装调试事项做好安调准备工作。
2)外观检验:甲乙双方人员进行外观目测检视,工具及配件依合同及技术协议清点验收。
3)性能、功能验收:依据双方所确定依合同及技术协议进行验收。
4)机械精度验收:依照下方检验记录表为验收之依据。
3. 培训
乙方负责为甲方进行技术培训,培训时间为3~5个工作日,培训人员2~5人,培训地点在乙方,培训内容包括机床结构、性能及功能、数控系统、编程及操作,机床维护保养等知识。培训人员食宿自理。
序号 | 项目 | 培训内容 |
1 | 操作 | 1) 开机、关机步骤 2) 操作面板按键功能介绍 3) 加工程序的开始、中断、结束的操作讲解 4) ATC中断后恢复 5) 机床操作规范及安全事项 6) 操作练习 |
2 | 编程 | 1) 坐标系介绍 2) G指令、M、S、T指令的介绍 3) 程序的组成结构介绍 4) 程序的编辑、存储、使用的方法说明 5) 编程注意事项介绍 6) 编程练习 |
3 | 保养 | 1) 机械结构介绍 2) 日常维护要点介绍 3) 一般故障诊断方法介绍 4) 一般故障排除方法介绍 5) 保养练习 |
4. 售后服务及承诺
1)质保期12个月,在质保期内对产品实行免费维修。质量保证期从产品调试完成之日起计算。但产品自交付之日起30天内甲方未通知乙方进行调试的,质量保证期从产品交付之日起计算。
2)保修期内,经查证若为甲方原因(如:装卸运输操作不当、存放时间过长、违反操作规程、自行拆卸改装等)造成损坏,不在免费保修之列,甲方必须支付所有维修及备件费用。
说明:由于自然灾害(如:雷击、水灾、火灾、地震等)造成的设备损坏,不在乙方的保修范围内。
3)机床出现故障,得到用户信息后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的,在24小时内答复,并尽快派人到现场给与处理,具体时间视零件准备时间确定。
4)保修期后,乙方继续为用户提供维修服务,并依据乙方收费标准收取零件成本及服务费用。
5)验收合格后,若甲方未依据合同履约,乙方有权停止售后服务。
6)甲方未付清全款以前,本机床所有权归乙方所有。
 客服QQ
客服QQ